

جوشکاری ایجاد اتصال بین مواد مختلف از راه ها و با ابزارهای متفاوت است که در مکانهای مختلف مانند خشکی و آب میتوان از آن استفاده کرد. شاید بدانید اولین نوع جوشکاری که در دنیا مورد استفاده قرار میگرفت جوشکاری الکترود دستی یا SMAW بود که با اینکه کاربردهای زیادی داشت، مشکلاتی نیز ایجاد میکرد. مشکلاتی از قبیل پاشش مواد مذاب، تابش اشعههای خطرناک و ایجاد آلودگیهای محیط زیستی در حین کار بوجود میآمدند. به همین دلیل روش جدیدی به نام جوشکاری زیر پودری یا SAW بوجود آمد که امروزه در سازههای سنگین فولادی نقش مهمی دارد. برای آشنایی بیشتر با این روش جوشکاری با ما همراه باشید.
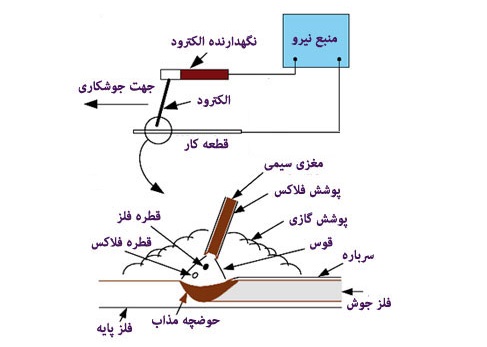
آشنایی با جوشکاری زیر پودری از صفر تا صد