
قالب پروگرسیو چیست؟
صنعت خودرو یکی از بزرگترین مصرفکنندگان قالبهای فلزی است. در این صنعت، استفاده از قالبهای پروگرسیو (Progressive Dies) بهدلیل افزایش سرعت تولید، دقت بالا و کاهش هزینهها، روزبهروز در حال گسترش است.
فرآیند ماشینکاری قالبهای پروگرسیو نیازمند دقت بالا، مهندسی حرفهای و استفاده از تجهیزات پیشرفته میباشد. در این مقاله، به بررسی کامل فرآیند ساخت قالبهای پروگرسیو، تجهیزات نوین، اصول آببندی در قالبهای فلزی سردکار و اهمیت تعیین لقی استاندارد بین سنبه و ماتریس خواهیم پرداخت.
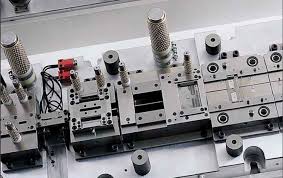
قالبهای پروگرسیو از جمله پیشرفتهترین انواع قالبهای برش و شکلدهی در صنعت خودرو هستند. این قالبها از چندین ایستگاه متوالی تشکیل شدهاند که هر ایستگاه یک مرحله از عملیات مانند برش، پانچ، خمکاری یا کشش ورق را انجام میدهد. قطعهی فلزی بهصورت نواری پیوسته از میان قالب حرکت کرده و در پایان، قطعه نهایی خارج میشود.
استفاده از قالبهای پروگرسیو باعث افزایش سرعت تولید، کاهش دخالت انسانی و ارتقاء کیفیت محصول نهایی میشود. این قالبها بهخصوص برای تولید انبوه قطعات فلزی خودرو مانند براکتها، پایهها، و اجزای داخلی شاسی بسیار مناسب هستند.
مراحل ماشینکاری قالب پروگرسیو
ماشینکاری قالبهای پروگرسیو شامل مراحل مختلفی است که هر یک نیازمند دانش تخصصی و تجهیزات دقیق میباشند:
۱. طراحی سهبعدی قالب با نرمافزار CAD/CAM
۲. انتخاب مواد مناسب برای سنبه، ماتریس و بستر قالب
۳. ماشینکاری CNC برای تولید قطعات قالب با دقت بالا
۴. پرداختکاری سطحی، پولیش و عملیات حرارتی
۵. مونتاژ نهایی و تنظیم دقیق لقیها و آببندیها
قالب سنبه و ماتریس چیست؟
قالب سنبه ماتریس از دو بخش اصلی تشکیل شده است:
سنبه (Punch): ابزاری که از بالا حرکت کرده و با فشار به ورق وارد میشود.
ماتریس (Die): محفظهای ثابت یا نیمهثابت که ورق در آن قرار میگیرد.
با حرکت سنبه به داخل ماتریس، عملیات برش، پانچ یا کشش انجام میشود. این قالبها در پرسکاری قطعات خودرو کاربرد فراوانی دارند، بهویژه در قالبسازی فلزی برای بدنه خودرو، سیستم تعلیق، قطعات داخلی و فریمها.
لقی استاندارد بین سنبه و ماتریس
یکی از مهمترین پارامترها در طراحی قالب سنبه ماتریس، لقی بین آنهاست. این لقی تعیین میکند که ورق چگونه بریده یا شکل داده شود.
لقی بر اساس موارد زیر تعیین میشود:
جنس ورق: فولاد، آلومینیوم، استیل ضدزنگ و…
ضخامت ورق
نوع فرآیند (برش، کشش، پانچ)
جنس ورق ضخامت ورق مقدار لقی (درصد ضخامت) توضیح
فولاد کمکربن ۱.۰ mm ۶٪ تا ۸٪ متداول در خودرو
آلومینیوم ۱.۲ mm ۸٪ تا ۱۰٪ نرمتر، نیاز به لقی بیشتر
استیل ضدزنگ ۰.۸ mm ۴٪ تا ۶٪ سایش بالا، لقی کمتر برای دقت
لقی نامناسب میتواند باعث گیر کردن سنبه، سایش سریع قالب یا حتی شکست ابزار شود. بنابراین رعایت این استانداردها الزامی است.
لقی بیش از حد باعث لبههای پرهدار و برش ناقص میشود و لقی کم نیز موجب سایش سریع سنبه، گیر کردن ورق و شکست ابزار خواهد شد.
طراحی قالب کششی و قالب های کشش ورق
در طراحی قالبهای کشش ورق که از سنبه برای کشیدن ورق فلزی به شکل دلخواه استفاده میشود، نوع طراحی قالب تأثیر بسیاری بر یکنواختی کشش دارد. ویژگیهای مهم در طراحی قالب کششی عبارتند از:
شعاع انحنای مناسب برای جلوگیری از ترک در ورق
فاصله استاندارد بین دیواره ماتریس و سنبه برای جریان صحیح فلز
استفاده از ورقگیرها (Blank Holder) جهت جلوگیری از چینخوردگی
محاسبه فشار کشش بر اساس جنس و ضخامت ورق
این نکات بهویژه در تولید قطعات خودرو که تحمل فشار بالا دارند، اهمیت زیادی دارد.
مزایای طراحی اصولی قالب سمبه ماتریس
افزایش عمر ابزار و کاهش تعویض قطعات
کیفیت یکنواخت قطعات تولیدی
کاهش ضایعات و افزایش بهرهوری تولید
کاهش هزینههای تعمیر و نگهداری
روشهای آببندی قالبهای فلزی سردکار
در قالبهای سردکار که در دمای محیط عملیات برش و فرمدهی انجام میدهند، آببندی بین قطعات قالب بسیار مهم است. آببندی صحیح از ورود ذرات، روغن، خنککننده و رطوبت به بخشهای حساس قالب جلوگیری میکند و باعث افزایش عمر مفید ابزار میشود.
روشهای رایج آببندی قالب سردکار عبارتاند از:
۱. استفاده از اورینگ و پکینگهای صنعتی در محلهای حساس بین سنبه و ماتریس
۲. پوششدهی سطحی با پوششهای سخت نیتریده یا DLC برای جلوگیری از نفوذ روغن
۳. بکارگیری گریس و روانکنندههای نیمهجامد در لایه داخلی قالب
۴. ایزولاسیون مکانیکی با شیمبندی فلزی یا پلیمرهای مهندسی
ماشینکاری دقیق برای ساخت قالبهای پروگرسیو
برای تولید قطعات قالب پروگرسیو از تجهیزات پیشرفته ماشینکاری استفاده میشود:
دستگاههای CNC پنج محور با دقت میکرونی برای شکلدهی دقیق
ماشین اسپارک (EDM) برای ایجاد حفرههای پیچیده و ظریف
ماشین وایرکات (Wire EDM) جهت جداسازی سنبه و ماتریس از بلوک اصلی
فرز CNC با کنترل FANUC یا Siemens برای ماشینکاری دقیق سطوح و خنککاری همزمان
استفاده از این تجهیزات موجب کاهش خطاهای انسانی، تکرارپذیری بالا و عمر بیشتر قالبها میشود.
جدیدترین تجهیزات و فناوریهای ساخت قالب
در سالهای اخیر، فناوری ساخت قالبهای فلزی بهسرعت رشد کرده است. برخی از جدیدترین تجهیزات در حوزه ساخت قالبهای پروگرسیو عبارتاند از:
۱. دستگاههای ۳D Printing فلز برای تولید بخشهایی از قالب بهصورت Additive Manufacturing
۲. نرمافزارهای CAE پیشرفته مانند AutoForm و PAM-STAMP برای شبیهسازی شکلدهی ورق
۳. استفاده از رباتهای مونتاژ و تنظیم قالب (Robotic Die Assembly)
۴. سامانههای هوشمند کنترل کیفیت (Vision Control + AI) برای بررسی خودکار ابعاد و انطباق قطعات
۵. خنککاری هوشمند قالب (Smart Cooling Systems) با کنترل دمای لحظهای